电话:0755-23765209
地址:深圳市龙华区观澜街道桂香社区佳怡工业园2-1号综合楼501


设备简介
机械加工所使用的外圆磨床,砂轮电动机均按照传统启动电路运行。电动机启动后按照额定转速运转,转速精度差,还容易受到电网电压波动及负载变化影响,难以适应不同工件要求。采用变频调速技术,可以得到更宽的调速范围、更快的响应速度,以及优异的低频力矩性能,从而提高磨床的加工质量、加工效率。
磨床主砂轮电动机的转速等于砂轮输出的速度,磨削力的大小取决于砂轮电动机的输出转矩。在驱动工件旋转的主轴电动机的高速段,加工工件直径小,进给量小;低速段,进给量大,砂轮磨削力也在变大,电动机很难在恒转矩/恒速度下运行,速度的变化,就产生了如振刀纹、烧糊纹、加工精度等的变化。
工艺特点
(1)粗磨时,磨削力大,低频力矩要强;
(2)精磨时,砂轮转速高,稳速精度要高;
(3)现场环境比较恶劣,防护等级要高。
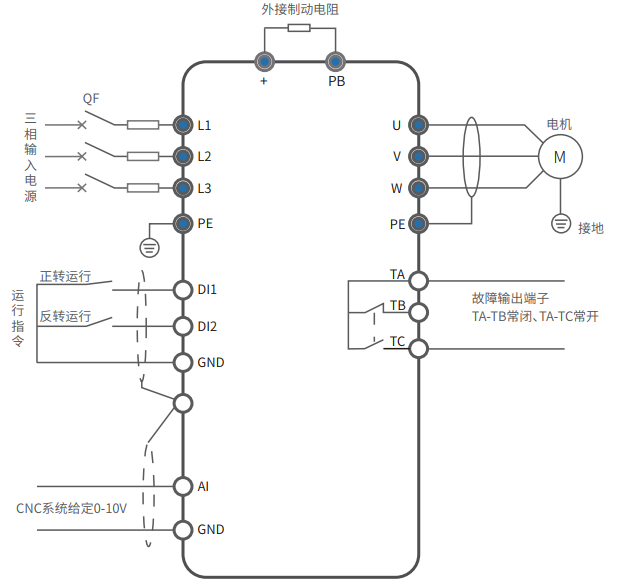
系统方案
采用AT300系列矢量型通用变频器,驱动磨床主轴。针对磨床使用现场多粉尘、多油污的情况,变频器加强三防处理,中壳左右侧增加防尘组件。系统模拟量调速,外部端子启停控制。